L’AVVENTO DEL COATING CON TIN, E CON ALTRI ELEMENTI, È STATA UNA RIVOLUZIONE EPOCALE NEL SETTORE DELLA MECCANICA. UN ULTERIORE SVILUPPO È COSTITUITO DALLA TECNOLOGIA AD ARCO PULSATO
di Gianfranco Bianco - Articolo contenuto nel numero di Gennaio 2024 della rivista ORGANI DI TRASMISSIONE
Superfici omogenee per ridurre la resistenza alle sollecitazioni
Lo sviluppo della tecnologia dei rivestimenti ha come obiettivo di produrre superfici sempre più omogenee e prive di difetti strutturali che potrebbero ridurre la resistenza alle sollecitazioni a cui i prodotti ricoperti sono soggetti. L’azienda miniToolsCoating di Padova ha recentemente installato un impianto di ricopertura che funziona con la tecnologia ad arco pulsato (Pulsed Arc). Come si vedrà in seguito, la qualità dei ricoprimenti effettuati da miniToolsCoating con questa tecnica è migliorata notevolmente.
Ridurre la rugosità con la tecnologia dell’arco pulsato
La deposizione di uno strato di materiale su un substrato con la tecnologia PVD (Phisical Vapour Deposition) può avvenire in due modi:
- con l’evaporazione ad arco del materiale da depositare;
- con l’evaporazione a mezzo dello sputtering,che in sostanza è un getto di plasma che colpisce il target.
L’utilizzo dell’arco elettrico per causare l’evaporazione offre il vantaggio di una maggiore rapidità di deposizione e una maggiore durezza del rivestimento; tuttavia, la rugosità del film deposto è maggiore.
Lo sputtering ha invece il vantaggio di operare a freddo e quindi si può ricoprire ogni tipo di materiale con una grande varietà di materiali target disponibili.
Se si parla di tecniche di rivestimento ad arco, gli sviluppi della tecnologia mirano a ridurre la rugosità del rivestimento stesso. Questo è importante perché minore è la rugosità del rivestimento, minore sarà il coefficiente d’attrito e quindi minore sarà anche lo sviluppo di calore durante l’operazione di asportazione di truciolo.
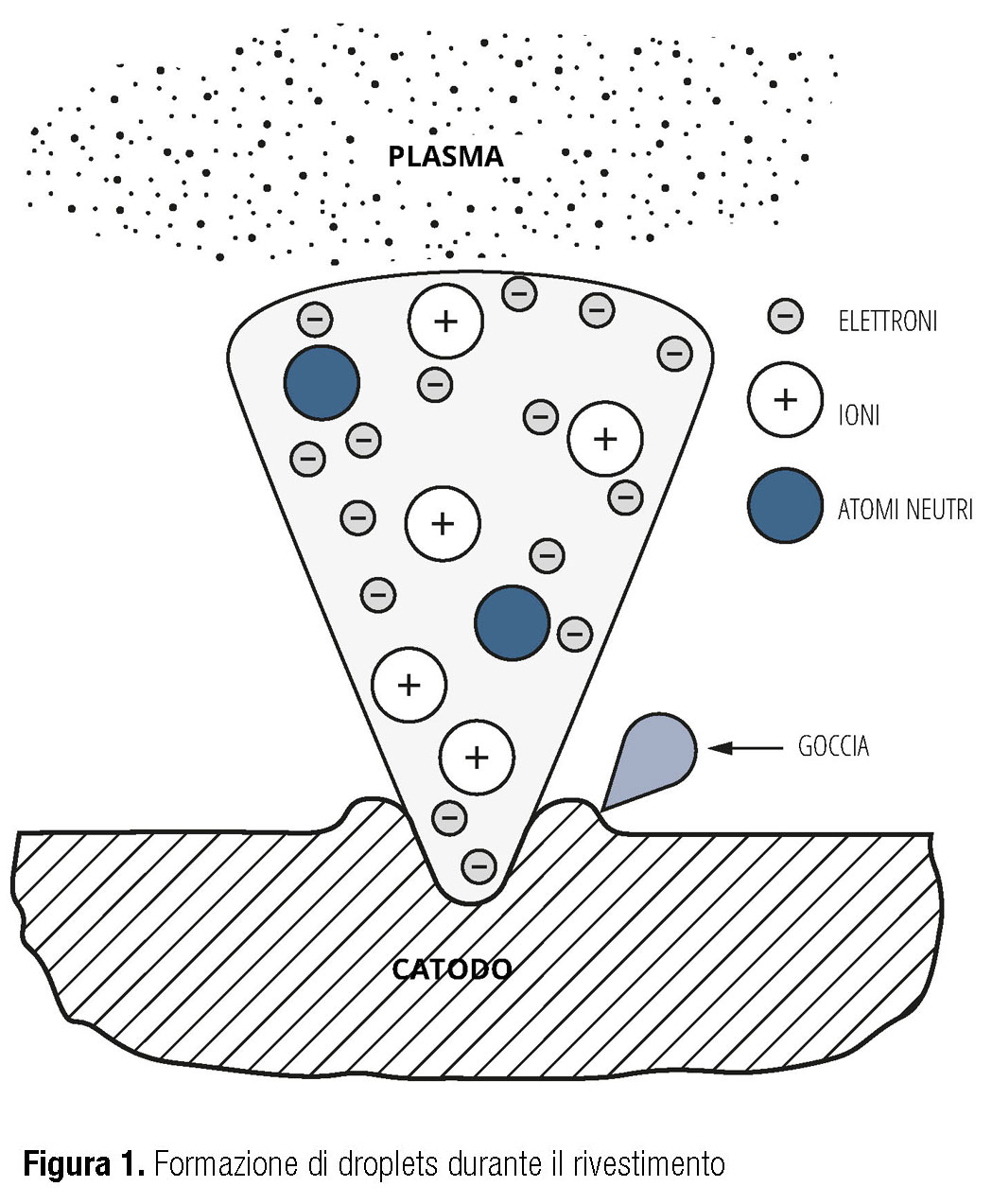
La rugosità è in gran parte generata dalla formazione delle droplets (gocce di materiale fuso). Quando l’arco colpisce il bersaglio, questo si surriscalda fino a vaporizzarsi generando ioni metallici che vengono indirizzati sull’oggetto da ricoprire dove aderiscono saldamente. Però, sui bordi esterni del punto colpito, il materiale non viene vaporizzato ma fuso.
In questa zona si formano delle piccole gocce di metallo che vengono inglobate nel rivestimento PVD aumentando la rugosità del layer.
Il fenomeno delle droplets è maggiore sui materiali che hanno punto di fusione più basso (figura 1).
Scarica l'articolo completo
L’introduzione della tecnologia dell’arco pulsato ha lo scopo, tra l’altro, di ridurre la formazione delle droplets e quindi di ridurre la rugosità del ricoprimento.
Il concetto di base della tecnica del Pulsed Arc è semplice; infatti si aumenta rapidamente l’intensità della corrente per poi riportarla ai valori normali. Si ottengono perciò scariche intermittenti anziché un arco continuo. I picchi elevati della corrente danno luogo a piccoli punti di contatto che si muovono velocemente sulla superfice e ciò riduce di molto la formazione di droplets.
L’intensità di corrente arriva fino a 400 A con una frequenza degli impulsi molto variabile che può arrivare anche a 5000 Hz.
I moderni rivestimenti sono composti da più elementi, (e. Al, Cr, Ti, ecc.), che hanno punti di fusione molto diversi e quindi il target si fonde in modo non uniforme, ne deriva che è particolarmente importante la corretta gestione dell’intensità della corrente, dei tempi di durata dell’arco, della frequenza degli impulsi e della velocità di spostamento sulla superfice da ricoprire.
Naturalmente la preparazione dei tecnici e la loro esperienza gioca un ruolo decisivo nel raggiungimento dei risultati ottimali. Gli impianti di ricoprimento attualmente in funzione presso il Centro di Servizio di miniToolsCoating sono gestiti con il massimo della competenza.
Stato della superficie
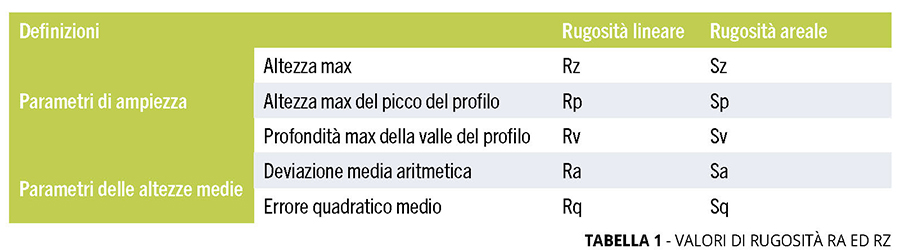
Nella normale pratica d’officina, la qualità di una superficie lavorata è giudicata dai valori di rugosità Ra ed Rz. Questi due parametri, e altri più specifici, sono misurati facendo scorrere un tastatore lungo una traiettoria retta e registrando le altezze dei picchi e delle valli. Questi valori vengono poi elaborati per dare i valori di Ra ed Rz.
Si tratta quindi di un’analisi che possiamo definire di 2D (bidimensionale) o meglio una rugosità lineare. I dati così ottenuti non sono però sufficienti per giudicare il complesso di una superficie.
È necessaria l’ispezione di tutta un’area e questo si può fare con l’utilizzo di apparecchiature laser collegate con un microscopio elettronico. Si ha quindi un rilievo tridimensionale (3D) con i parametri di rugosità areale. Essi vengono indicati con le sigle Sa, Sz, Sp, Sv, ecc.
Nella tabella 1 sono indicati i significati delle principali sigle nei due casi di cui sopra. Per maggiori informazioni vedere le norme ISO 4287: 1997.
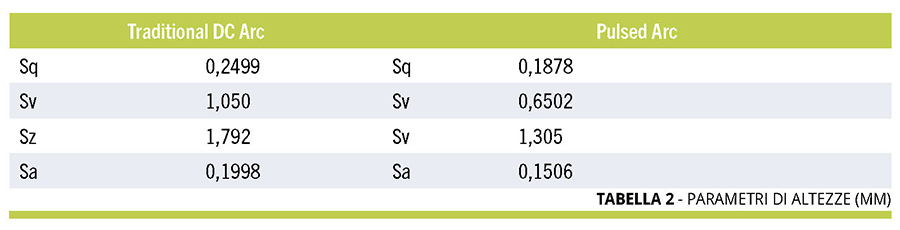
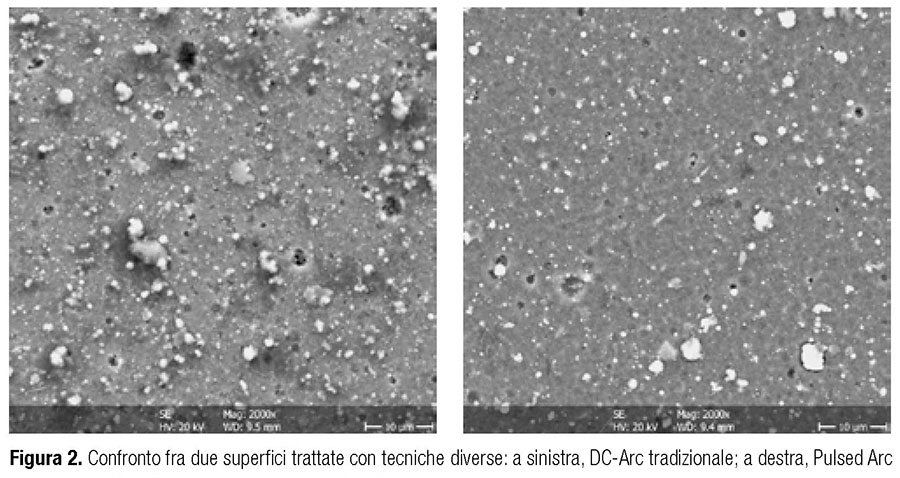
Nella tabella 2 sono riportati i valori dei parametri delle altezze relativi a superfici generate con il Traditional DC Arc e con il Pulsed Arc. Si può capire facilmente la differenza di qualità dei rivestimenti eseguiti con le due tecniche.
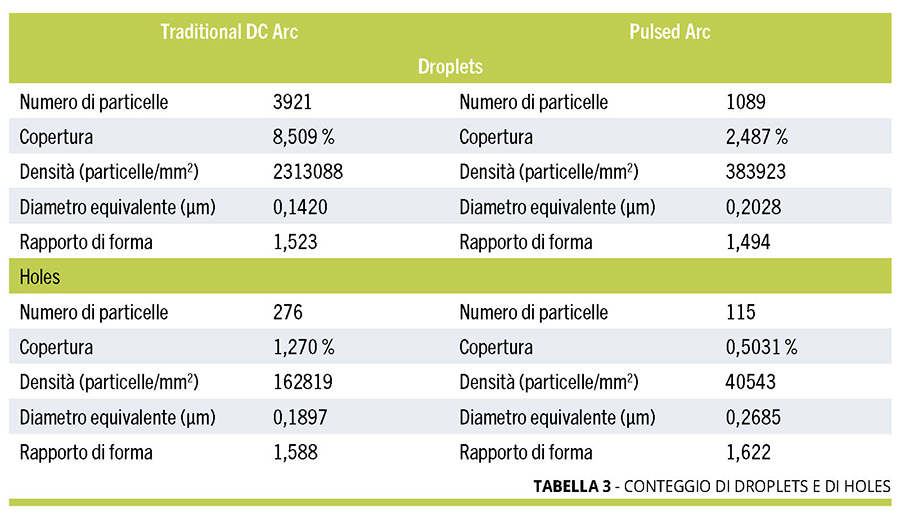
L’analisi della qualità delle superfici è completata con il conteggio delle droplets e degli holes, come riportato nella tabella 3.
La figura 2 mostra in modo evidente la differenza delle ricoperture eseguite con i due metodi.
Il coating sugli utensili da taglio, cioè la deposizione sul profilo tagliente di un film con speciali caratteristiche di durezza e di resistenza all’usura, è un’operazione complessa che può essere eseguita solo in centri specializzati.
Se la deposizione con il DC Arc tradizionale è eseguita correttamente, le performance degli utensili aumentano notevolmente.
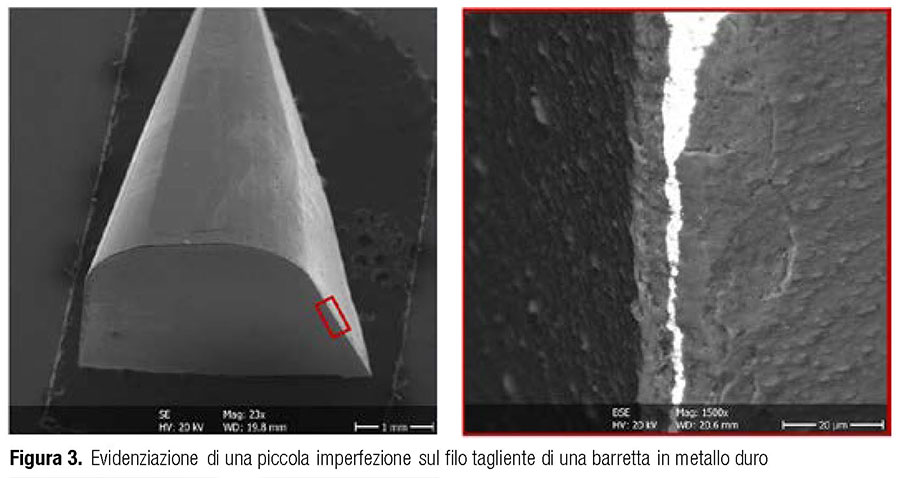
L’analisi al microscopio elettronico di un rivestimento eseguito con DC Arc evidenzia, talvolta, alcune discontinuità del layer, specie in prossimità del filo tagliente. Questo non significa che l’utensile avrà una vita molto più breve, perché queste imperfezioni, dell’ordine del micrometro, non riducono in maniera determinante la resistenza del tagliente
Nella figura 3 è mostrato il tagliente di una barretta in metallo duro con una piccola imperfezione.
Tuttavia, l’adozione della tecnologia Pulsed Arc, come risulta dai dati di cui si è detto, riduce di molto la possibilità di formazione di zone difettose e genera un ricoprimento molto più omogeneo che esalta il già pur ottimo rendimento degli utensili.
MiniToolsCoating ha investito molto per aggiornare la tecnologia del coating, sia in risorse umane sia con investimenti per acquisire impianti dell’ultima generazione. Questa è la sola strada da percorrere se si vuole competere con successo con le altre industrie a livello internazionale.
Contatta miniToolsCoating

miniToolsCoating s.r.l.
Viale dell’Industria, 50 - 35129 PadovaP.IVA 03558050286
Tel. +39 049 8079938 - Fax +39 049 7808799
info@minitoolscoating.com
Compila il modulo di contatto