Rivestimenti PVD
Rivestimenti a film sottile in alto vuoto con tecnologia PVD per Utensili, Stampi e Componenti Meccanici
Tecnologia PVD avanzata per aumentare durata, prestazioni e resistenza all’usura
I rivestimenti PVD ad alto vuoto rappresentano una soluzione tecnologica avanzata per migliorare le prestazioni di utensili, stampi e componenti meccanici sottoposti a usura, attrito, alte temperature e sollecitazioni intensive.
miniToolsCoating realizza rivestimenti PVD (Physical Vapor Deposition) mediante tecnologia ad arco catodico ad alta ionizzazione, sviluppata per garantire elevata adesione, durezza superficiale, stabilità termica e riduzione dell’attrito.
La tecnologia PVD che impieghiamo, del tipo ad arco catodico, permette la realizzazione di rivestimenti con ottime caratteristiche tecniche e funzionali, che incrementano le prestazioni dei componenti trattati e permettono una maggiore efficienza dei processi produttivi.
Sono il risultato di una stretta collaborazione tecnica con i produttori delle attrezzature che utilizziamo, dell'esperienza acquisita collaborando quotidianamente con i nostri clienti e della professionalità del nostro personale.
I nostri rivestimenti PVD hanno generalmente uno spessore compreso tra 1 e 4 micron e replicano perfettamente la forma delle superfici sottostanti. Gli spigoli vivi rimangono praticamente inalterati e lo stesso vale per la rugosità delle superfici rivestite.
Dal 2001 operiamo nel settore dei trattamenti superficiali ad alte prestazioni, offrendo coating PVD progettati per applicazioni industriali complesse nei settori:
- utensili per asportazione truciolo;
- stampi per stampaggio a caldo e a freddo;
- componenti meccanici di precisione;
- utensili per ingranaggi;
- stampi plastica;
- lavorazioni ad alta velocità.


| Rivestimento PVD | Colore | Durezza | Modulo elastico E | Temperatura di ossidazione | Coefficiente of attrito su 100Cr6 | Temperatura di deposizione | Spessore tipico |
|---|---|---|---|---|---|---|---|
| TiN | Giallo oro | 2800 ± 50 HV | 450 ± 10 GPa | 600°C | 0,40 | 300°C-480°C | 2-7 μm |
| TiCN | Grigio blu | 3200 ± 50 HV | 310 ± 10 GPa | 420°C | 0,30 | 450°C | 1-3 μm |
| AlTiN Nano | Viola scuro | 3200 ± 50 HV | 340 ± 10 GPa | 900°C | 0,40 | 300°C-480°C | 2-3 μm |
| Silicut | Viola arancio | 4200 ± 50 HV | 490 ± 10 GPa | >1100°C | 0,40 | 480°C | 2-3 μm |
| SiliCrome | Viola arancio | 4000 ± 50 HV | 560 ± 10 GPa | >1100°C | 0,35 | 480°C | 2-4 μm |
| HALCROME | Grigio blu | 4000 ± 50 HV | 550 ± 10 GPa | >1100°C | 0,30 | 480°C | 1-3 μm |
| GearCut | Grigio blu | 3350 ± 50 HV | 450 ± 10 GPa | 1000°C | 0,30 | 480°C | 3-5 μm |
| Alticrome | Grigio | 4300 ± 50 HV | 390 ± 10 GPa | 1100°C | 0,35 | 480°C | 3-6 μm |
| NICOAT | Grigio scuro | 3500 ± 50 | 400 ± 10 GPa | 1100°C | 0,35 | 480°C | 4-6 μm |
| AlCro-X | Grigio scuro | 3200 HV ± 50 | 400 ± 10 GPa | 1100°C | 0,30 | 480°C | 3-5 μm |
| CrN | Grigio | 2000 ± 50 HV | 400 ± 10 GPa | 700°C | 0,30 | 250°C - 350°C | 2-7 μm |
| Cromvic | Grigio nero | 2000 ± 50 HV | 320 ± 10 GPa | 400°C | 0,15 | 250°C | 1-2 μm |
| HELIOS | Giallo chiaro | 2700 ± 50 HV | 380 ± 10 GPa | >1800°C | 0,30 | 250°C - 600°C | 1-2 μm |
La tecnologia PVD permette di creare dei composti ceramici che vengono depositati sui particolari trattati ricopiando esattamente la morfologia delle superfici. Lo spessore del riporto è tipicamente di pochi micron. I diversi composti ceramici vengono creati all’interno di speciali impianti, in particolari condizioni di vuoto, temperatura e differenze di potenziale, a partire da elementi metallici e gassosi che vengono ionizzati e ricombinati in un plasma, il quarto stato della materia!
I parametri di processo sono molteplici e devono essere controllati in maniera estremamente precisa, per garantire la qualità e la ripetitività dei rivestimenti ottenuti. I rivestimenti possono avere diverse strutture, per esempio possono essere monostrato o multistrato, si può arrivare a realizzare sequenze di diversi strati ciascuno con spessore nell’ordine di grandezza dei nano-metri. Si parla in questo caso di nanolayer.


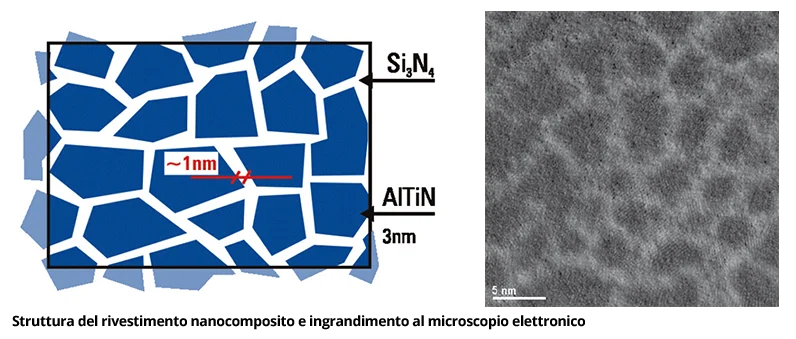 Il rivestimento a struttura nanocomposita è ottenuto per inglobamento di nanocristalli di Titanio e Alluminio in una matrice di nitruro di silicio. Questa funge da interfaccia forte e dona al layer ottenuto la struttura tipica dei materiali compositi
Il rivestimento a struttura nanocomposita è ottenuto per inglobamento di nanocristalli di Titanio e Alluminio in una matrice di nitruro di silicio. Questa funge da interfaccia forte e dona al layer ottenuto la struttura tipica dei materiali compositi
Durezza, riduzione dell’attrito, resistenza ai diversi meccanismi di usura e inerzia chimica sono le principali caratteristiche dei nostri rivestimenti.
La loro applicazione permette una riduzione dei costi di produzione e un aumento della qualità nel tempo. I nostri rivestimenti aumentano le prestazioni, diminuiscono i fermi tecnici e incrementano la vita di utensili, stampi e componenti meccanici di vario genere.
I rivestimenti PVD vengono realizzati a temperature tra i 250 e 500°C, è quindi necessario che i substrati da rivestire abbiano subito un trattamento termico di tempra e rinvenimento o di distensione a temperatura superiore a quella di esecuzione del coating. I particolari da rivestire devono essere esenti da elementi estranei come tappi, calettati o avvitati e non devono avere contaminanti come vernici, colle, loctite, frena filetti, oli protettivi o grassi di lunga durata.
Non si devono usare nastro adesivo o pennarelli direttamente sulle zone da rivestire. Nel di caso di componenti saldobrasati la lega deve resistere almeno a 600°C ed essere esente da cadmio. Le zone da rivestire non devono presentare bave, bruciature di rettifica, microcricche o tensioni residue, ossidi superficiali, bruniture, trattamenti di passivazione, elettrolucidatura.
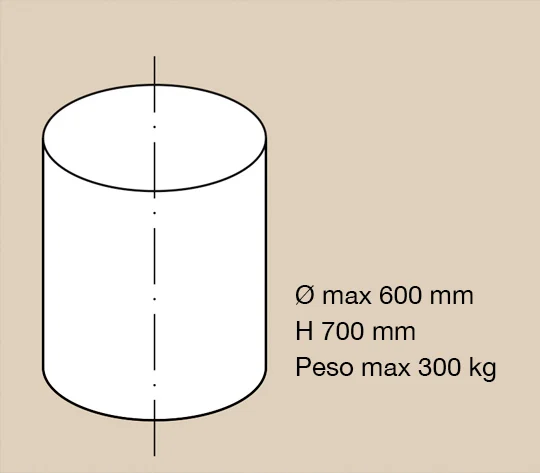
Dimensioni massime per il rivestimento Possono essere rivestiti particolari che rientrano nell’ingombro massimo di un cilindro Ø 600mm x H 700mm, con peso massimo di 300Kg.