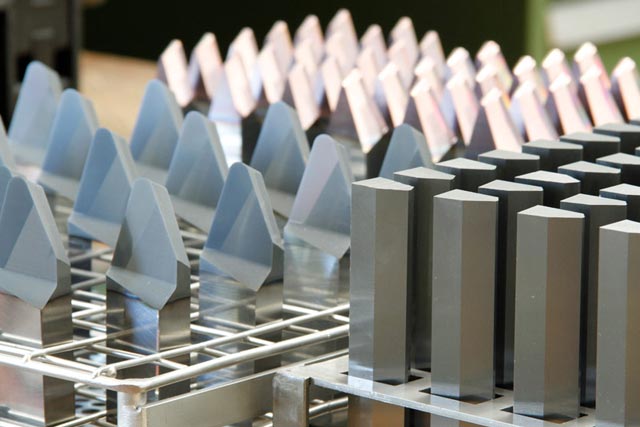
miniToolsCoating presenta la nuova produzione di barrette in metallo duro per i principali dischi porta lame.
Le barrette possono essere fornite in 3 differenti condizioni:
- Barrette senza profilo: l’utilizzatore finale eseguirà il profilo secondo le proprie necessità.
- Barrette con il profilo sgrossato: l’utilizzatore finale può risparmiare molto tempo nella realizzazione del profilo desiderato. Per questa opzione sono necessari il summary di affilatura oppure il .KIP file contenente i dati di progetto, quest'ultimo solo per le barrette Oerlikon.
- Barrette con il profilo finito e rivestimento PVD: l’utilizzatore finale può montare le barrette direttamente nella testa porta lame. Per questa opzione sono necessari il summary di affilatura oppure il .KIP file contenente i dati di progetto, quest'ultimo solo per le barrette Oerlikon.


La realizzazione dei profili, sia Oerlikon che Gleason, viene eseguita impiegando i dati di progetto del Cliente. Il profilo viene certificato con strumentazione di misura Klingelnberg.
Macchine di misura e rettifiche profili sono interfacciate tra loro per realizzare la massima precisione degli utensili.
Le barrette vengono fornite complete di coating specifico per lavorazioni a secco o ad olio.
-

- Fasi di lavorazione barrette: con profilo finito, con profilo sgrossato, senza profilo
-

- Barrette per dischi porta lame tipo Gleason
-

- Produzione di barrette in metallo duro

Tutte le operazioni di rettifica sono eseguite con moderne macchine CNC, usando mole diamantate con getti ad alta pressione di olio da taglio, filtrazione ultra fine e temperatura controllata, allo scopo di prevenire derive termiche della macchina e mantenere tolleranze molto strette, oltre a evitare pericolosi surriscaldamenti dei particolari.
Affilatura Barrette
Le operazioni di sgrossatura e affilatura sono eseguite usando specifiche macchine affilatrici utilizzando i summary che i clienti ci forniscono. La precisione dell’affilatura di ogni barretta è assicurata in pochi micrometri attraverso il confronto con una barretta master approvata dal cliente.
Usando anche caricatori automatici si possono lavorare, con alta precisione e con tempi di consegna molto brevi, lotti numerosi di barrette.






Le barrette in metallo duro sono prodotte con strettissime tolleranze e alta precisione nella quadratura e planarità, allo scopo di garantire il rendimento ottimale quando sono montate sui dischi porta lame.
| T | W | L | α1° | α2° | mTC code |
|---|---|---|---|---|---|
| 7,5 | 9 | 100 | 28° | 28° | SB750900HM |
| 9,65 | 11,43 | 105 | 0° | 28° | SB9651143HM |
| 10,16 | 12,7 | 105 | 4,5° | 24° | SB10161270HM |
| 10,16 | 15,24 | 105 | 4,5° | 24° | SB10161524HM |
| 12,70 | 15,24 | 105 | 4,5° | 24° | SB12701524HM |
| 10,67 | 16,51 | 110 | 12° | 28° | SB10671651HM |
| 13,50 | 17 | 110 | 28° | 28° | SB13501700HM |