Da una corretta affilatura dei creatori dipende in gran parte la precisione della dentatura eseguita dal creatore, ma anche il rendimento dei creatori stessi è fortemente influenzato dal tipo di affilatura eseguita.
di Gianfranco Bianco
 La manutenzione dei creatori è un’operazione molto delicata che deve essere eseguita da operatori specializzati che dispongano di macchine efficienti e di impianti moderni.
La manutenzione dei creatori è un’operazione molto delicata che deve essere eseguita da operatori specializzati che dispongano di macchine efficienti e di impianti moderni.
Minitools Coating è dotata di mezzi produttivi e di controllo di ultima generazione, e i macchinari impiegati utilizzano software specifici che garantiscono un assoluto rispetto delle tolleranze richieste.
Oggi non è più sufficiente affilare il creatore rispettando le tolleranze geometriche prescritte, bisogna anche porre attenzione a come si affila, cioè a quali condizioni di lavoro assegnare alla affilatrice, in modo di impedire riscaldamenti localizzati che generano, senza alcun dubbio, delle tensioni sui denti dei creatori. Queste tensioni costituiscono un pericolo di rottura precoce del dente, perché innescano delle microfessurazioni alla base del dente stesso.
Oggi, nella grande maggioranza dei casi i creatori, dopo l’affilatura vengono nuovamente ricoperti con il TiN o con altri film più sofisticati, come il TiAlN ed il TiCN. Dopo l’affilatura vera e propria quindi i creatori sono preparati accuratamente per questa operazione dal personale di MiniTools Coating.
Esistono infine delle problematiche di un certo tipo se dobbiamo affilare creatori in acciaio superrapido (HSS) e di altro tipo se si devono affilare creatori in Metallo Duro (Carbide).
L’errore di forma e di posizione della faccia dei denti è indicato in figura N° 1, in cui:
- u = spostamento del piano di affilatura rispetto al piano radiale nel caso di affilature con angolo di spoglia frontale positivo. Per affilature radiali, il valore di u e nullo.
- h = altezza utile del dente
- e = errore di forma riscontrato.
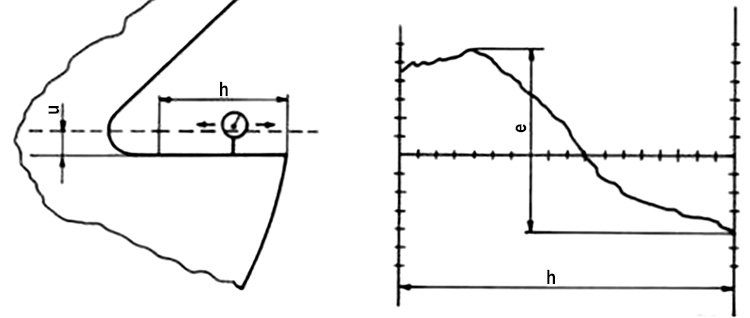
Figura 1
L’errore di divisione tra due scanalature consecutive (misura da effettuarsi a metà altezza del dente) è indicato in figura N° 2.
Lo sbalzo in valore assoluto nella divisione tra due scanalature consecutive (misura da effettuarsi a metà altezza del dente) è indicato in figura N° 3.
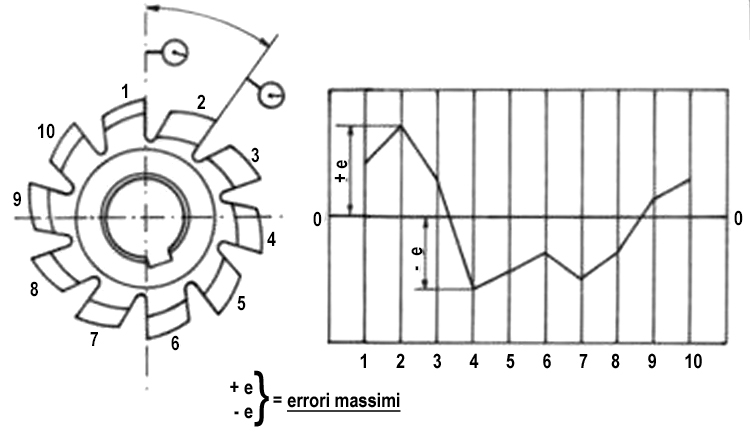
Figura 2
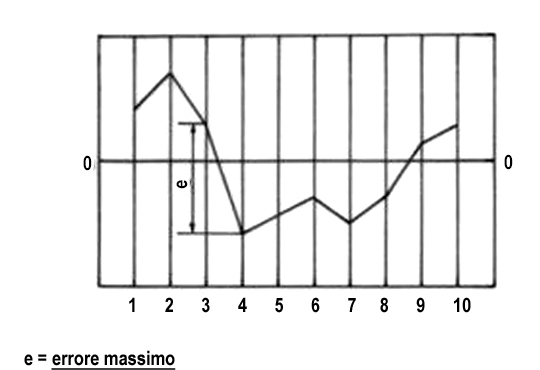
Figura 3
L’errore cumulativo di divisione delle scanalature (misura da effettuarsi a metà altezza del dente) è indicato in figura N° 4.
L’errore sull’andamento delle scanalature è indicato in figura N° 5. Questo errore è misurato su 100 mm di lunghezza.
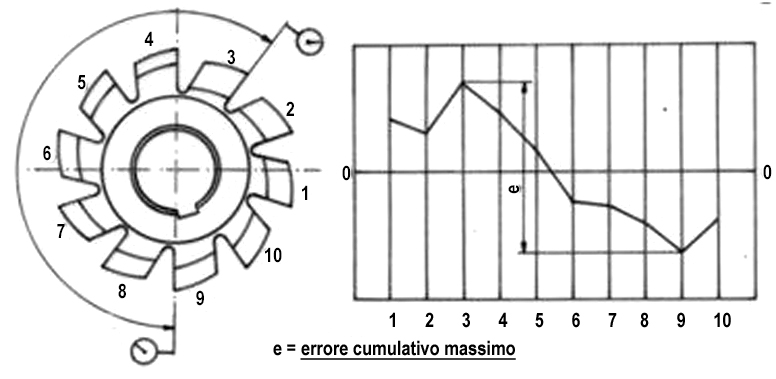
Figura 4
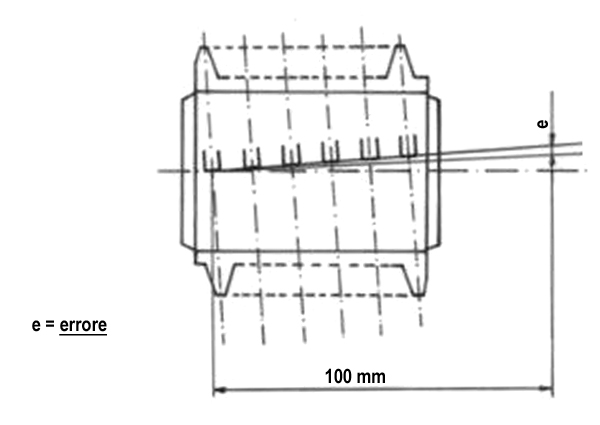
Figura 5
Un errore di affilatura come quelli appena illustrato provoca inevitabilmente un errore sul profilo del dente dell’ingranaggio.
Nelle figure N° 6– 7– 8 – 9, sono illustrati gli errori generati sul pezzo da ogni singolo errore di affilatura, per i quali non e necessario nessun commento data l’evidenza della correlazione tra gli errori sull’utensile e sull’ingranaggio.
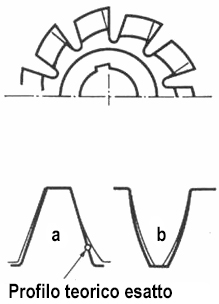
Figura 6
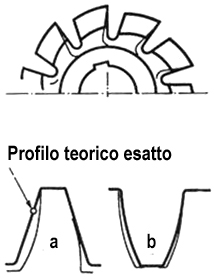
Figura 7
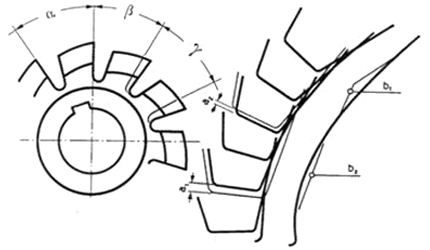
Figura 8
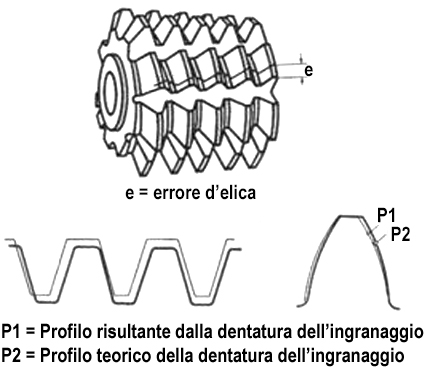
Figura 9
A dire il vero, l’errore sull’elica del solco di affilatura provoca limitati errori sul profilo, tanto che le tolleranze su questo elemento sono piuttosto ampie. Infatti, l’errore riscontrato su 100 mm di lunghezza del creatore, si ripartisce su ogni singolo passo della cremagliera di riferimento e quindi si riduce alquanto l’influenza sul profilo del dente eseguito.
Questo errore comunque genera una conicità sul diametro esterno del creatore, perché da una parte si asporta più materiale.
Questo fa sì che, a seguito dello shifting che sposta la zona di lavoro lungo l’asse del creatore, lo spessore cordale dei denti degli ingranaggi eseguiti non sarà sempre lo stesso.
Un discorso a parte va fatto per l’errore di forma della faccia affilata.
Se si affila un creatore con scanalature elicoidali, con una mola avente il tratto tagliente rettilineo, si genererà una faccia tagliente leggermente bombata, a causa dell’interferenza della mola sull’elicoide costituito dal solco di affilatura. Questa convessità della faccia di affilatura sarà tanto più grande quanto maggiore è l’angolo dell’elica del solco di affilatura, e quanto più grande è il diametro della mola.
Naturalmente, l’entità assoluta di questo errore dipenderà anche dall’altezza del dente del creatore.
Per questo motivo le affilatrici che sono in grado di affilare i creatori elicoidali, devono avere uno speciale diamantatore per sagomare la mola generando sulla stessa una convessità che compensi il fenomeno dell’interferenza.
Un creatore con la faccia di taglio convessa produrrà un dente dell’ingranaggio con più materiale in testa e più materiale al piede. Fino ad un certo punto questo errore sul pezzo può essere tollerato, ma se si vuole ridurlo è necessario, in primo luogo ridurre il diametro della mola e, se ciò non è sufficiente, bisogna sagomare la mola in modo opportuno.
Nella figura N° 10 a si vede come una mola con fianco rettilineo provochi una convessità sulla faccia di affilatura; in figura N° 10 b si vede come la mola con fianco convesso può produrre un dente corretto ed infine nella figura N° 10 c si vede il tipo di errore generato da un creatore con faccia di affilatura convessa.
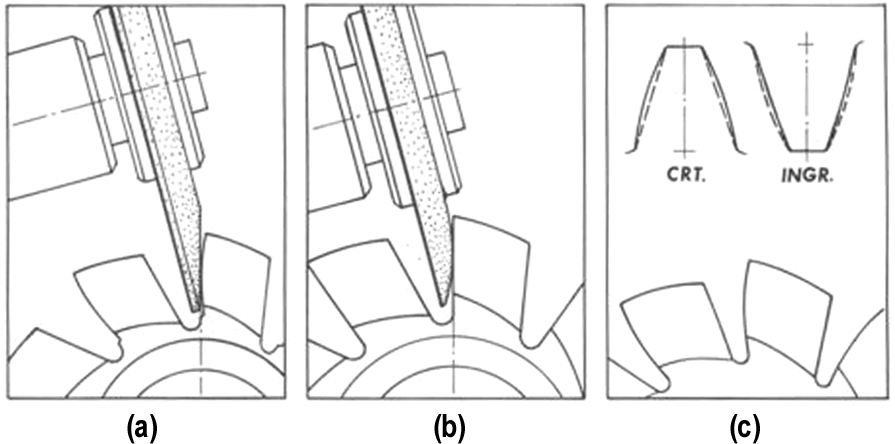
Figura 10
Nella parte due di questo articolo parleremo di:
• Le condizioni di lavoro in affilatura • Mole in ceramica su acciaio • Mole in CBN su Acciaio Rapido • Affilatura dei creatori in Metallo DuroContatta miniToolsCoating

miniToolsCoating s.r.l.
Viale dell’Industria, 50 - 35129 PadovaP.IVA 03558050286
Tel. +39 049 8079938 - Fax +39 049 7808799
info@minitoolscoating.com
Compila il modulo di contatto