
Nel mondo non sono molte le aziende che producono utensili per dentare ingranaggi conici. Una di queste è miniToolsCoating, che ha raggiunto negli anni una posizione di preminenza a livello mondiale.
di Gianfranco Bianco
 Con il termine “Alta Qualità” si intende un complesso di caratteristiche positive che rendono il prodotto affidabile e di alto rendimento.
Con il termine “Alta Qualità” si intende un complesso di caratteristiche positive che rendono il prodotto affidabile e di alto rendimento.
Nello specifico, se parliamo di utensili, alta qualità vuol dire, in sintesi, altissime precisioni ed elevate prestazioni. Non necessariamente queste due caratteristiche, che sono sicuramente positive, dipendono l’una dall’altra.
Un utensile può essere costruito con una precisione assoluta ma partendo da un acciaio scadente o trattato in maniera impropria, non potrà avere alte prestazioni.
Oppure potrà essere fatto con un acciaio ottimo, trattato secondo le regole ma con forti errori geometrici ed anche in questo caso non potrà definirsi un utensile di alta qualità.
In sostanza costruire un utensile complesso come sono quelli destinati a dentare ingranaggi conici richiede una estrema competenza ed una dotazione di mezzi produttivi e di controllo dell’ultima generazione, in cui sono implementati dei software specifici che garantiscono un assoluto rispetto delle tolleranze richieste.
miniToolsCoating ha acquisito il know how per la produzione delle frese integrali dalla mG miniGears SpA (Padova) che avviò la produzione di questi utensili già nel 1979, e in un tempo relativamente breve ha rinnovato completamente il parco macchine impiegate, per fornire alla clientela una gamma completa di utensili precisi ed affidabili ed una serie di servizi che hanno permesso di raggiungere una posizione di primo piano nel mercato italiano e, come si vedrà, di proiettarsi con successo in nuovi mercati.
Produzione di frese integrali per ingranaggi conici
La specializzazione di miniToolsCoating è la costruzione di frese integrali per la dentatura di ingranaggi conici spiroidali, come quelli rappresentati in figura N°1.
Queste frese vengono prodotte con diametri che vanno da circa 1 pollice fino a 9 pollici e servono per dentare o ingranaggi molto piccoli o ingranaggi che possono essere montati su trasmissioni utilizzate nell’auto trazione.
In genere queste frese asportano trucioli di piccolo spessore, a volte inferiore al centesimo di millimetro e quindi per poter lavorare in modo corretto i denti devono avere in primo luogo un filo tagliente molto acuto e privo di imperfezioni e in secondo luogo la fresa deve avere un'eccentricità contenuta in pochi millesimi di millimetro.
Le superfici che determinano il filo tagliente quindi devono avere una rugosità molto bassa e tra loro comparabile; speciali tecniche di lavorazione permettono di raggiungere valori di Ra a 0,1-0,2µm, valori normalmente ottenibile tramite lappatura.
Scarica la Brochure Frese Integrali

Fig. 1 - Frese integrali per ingranaggi conici a spirale
Produzione di coppie di lame tipo Confilex
Altro prodotto di punta realizzato da mTC sono le coppie di lame tipo Coniflex (fig. 2), un tipo di utensile impiegato per il taglio di ingranaggi conici e denti diritti di medie dimensioni, impiegate tipicamente nei differenziali per il settore automotive.

Fig. 2 - Dischi tipo Coniflex
Per la costruzioni di questi utensili vengono utilizzate esclusivamente moderne macchine a controllo numerico adottando cicli di lavorazione che garantiscono la massima precisione geometrica ed una accurata finitura superficiale.
Le lame tipo Coniflex integrali possono avere diametro di 9 pollici, con 16 oppure 24 taglienti, la tipologia più comune, oppure di 4,25 pollici, impiegate per la produzione degli ingranaggi più piccoli; sono sempre formate da 2 dischi dentati accoppiati, dei quali uno lavora un fianco del dente e l’altro lavora l’altro fianco.
In base alla larghezza di testa delle della lame (Point Width) viene ottenuto lo spessore voluto del dente.
I dischi hanno uno spessore standard di mezzo pollice (12,7 mm) e sono fissati al mandrino della macchina attraverso una serie di 12 fori che devono essere fasati tra loro rispetto la dentatura.
Poiché i due dischi lavorano contemporaneamente un vano del dente, devono avere lo stesso diametro esterno, con una tolleranza di circa 0,030 mm.
Questa tolleranza deve essere mantenuta anche dopo le successive affilature.
Una coppia di lame tipo Coniflex viene individuata da un codice parlante del tipo
G104E–60–T-C
dove le cifre hanno i seguenti significati:
| G104E | 60 | T | C |
| Tipo di macchina | PW (Point Width) | Numero di denti | Angolo di pressione |
|
Indica che le lame sono usate nella macchina mod. G104 |
in millesimi di pollice |
T = 24 |
A = 22° 30’ |
|
B = 22° 12’ |
|||
|
C = 21° 30’ |
|||
|
U = 16 |
D = 20° 0’ |
||
|
E = 17° 30’ |
|||
|
F = 14° 30’ |
Oltre alla necessità di avere il profilo dei denti con gli esatti angoli di pressione e di spoglia, le lame tipo Coniflex devono avere le facce laterali di appoggio perfettamente parallele ed ortogonali con l’asse del foro di centraggio. E’ evidente che anche un piccolo errore di ortogonalità, considerando il grande diametro del disco, provoca notevoli errori sul profilo dei denti dell’ingranaggio.
miniToolsCoating garantisce questa ortogonalità perché rettifica contemporaneamente facciate di riferimento e foro.
Il controllo del profilo avviene con un apparecchio ottico ad alta precisione che determina, senza sensori di contatto, gli angoli, i raggi di raccordo e tutte le quote principali.
L’apparecchio stampa il grafico e il report completo del rilievo evidenziando le quote eventualmente fuori tolleranza.
Una delle caratteristiche più importanti sulla quali la miniToolsCoating punta è l’impiego di acciai super-rapidi di alta qualità, quali ASP2023 o S390, abbinati all’esclusivo rivestimento SILICUT, a base di Silicio, che grazie ad elevata durezza e tenacità e al basso coefficiente di attrito permette una prestazione superiore rispetto agli utensili tradizionali.
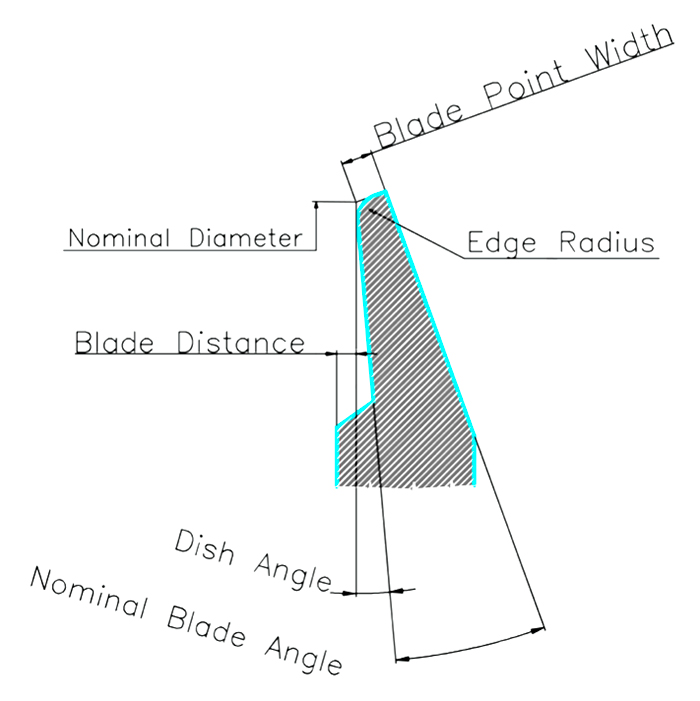
Fig. 3 - Denominazione delle caratteristiche principali di una lama tipo Coniflex
Produzione di barrette in metallo duro per ingranaggi conici
La realizzazione dei profili, sia Oerlikon che Gleason, viene eseguita impiegando i dati di progetto del Cliente. Il profilo viene certificato con strumentazione di misura Klingelnberg.
Macchine di misura e rettifiche profili sono interfacciate tra loro per realizzare la massima precisione degli utensili.
Le barrette vengono fornite complete di coating specifico per lavorazioni a secco o ad olio.

Contatta miniToolsCoating

miniToolsCoating s.r.l.
Viale dell’Industria, 50 - 35129 PadovaP.IVA 03558050286
Tel. +39 049 8079938 - Fax +39 049 7808799
info@minitoolscoating.com
Compila il modulo di contatto